Printing¶
Steel Sheet Preparation¶
There are two print beds with different properties to be used with the printer.

|
|
|---|---|
Pro |
Con |
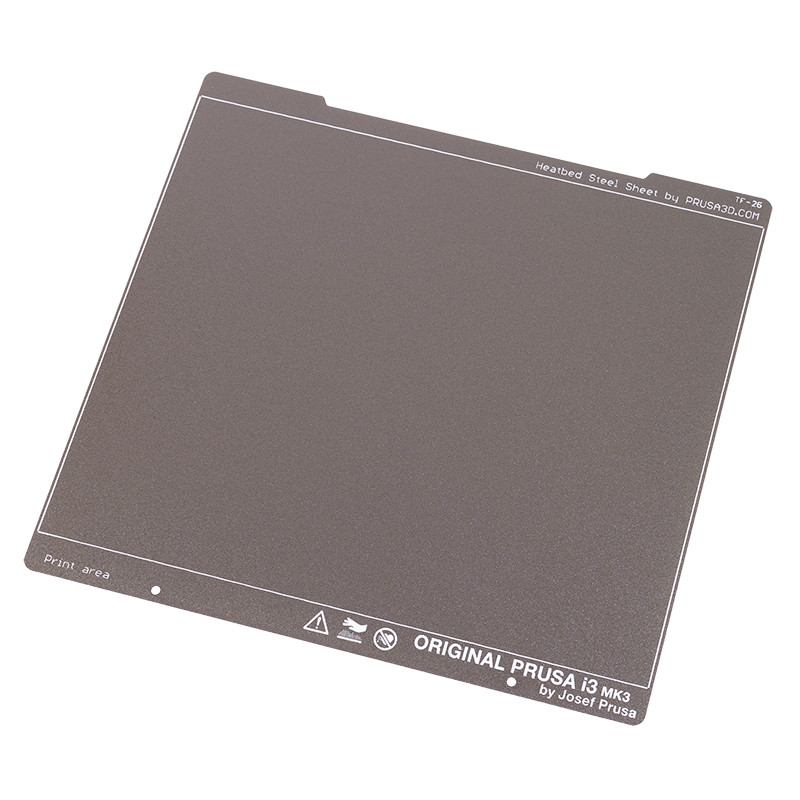
Great adhesion with almost all materials |
You must apply glue stick when printing Flex |
Smooth bottom of prints |
Might need glue stick for release agent with PETG |
Small prints will stick well |
Needs to be cleaned with IPA before printing |
Minimal warping/lifting |
Damages easier compared to textured |
|

|
|---|---|
Pro |
Con |
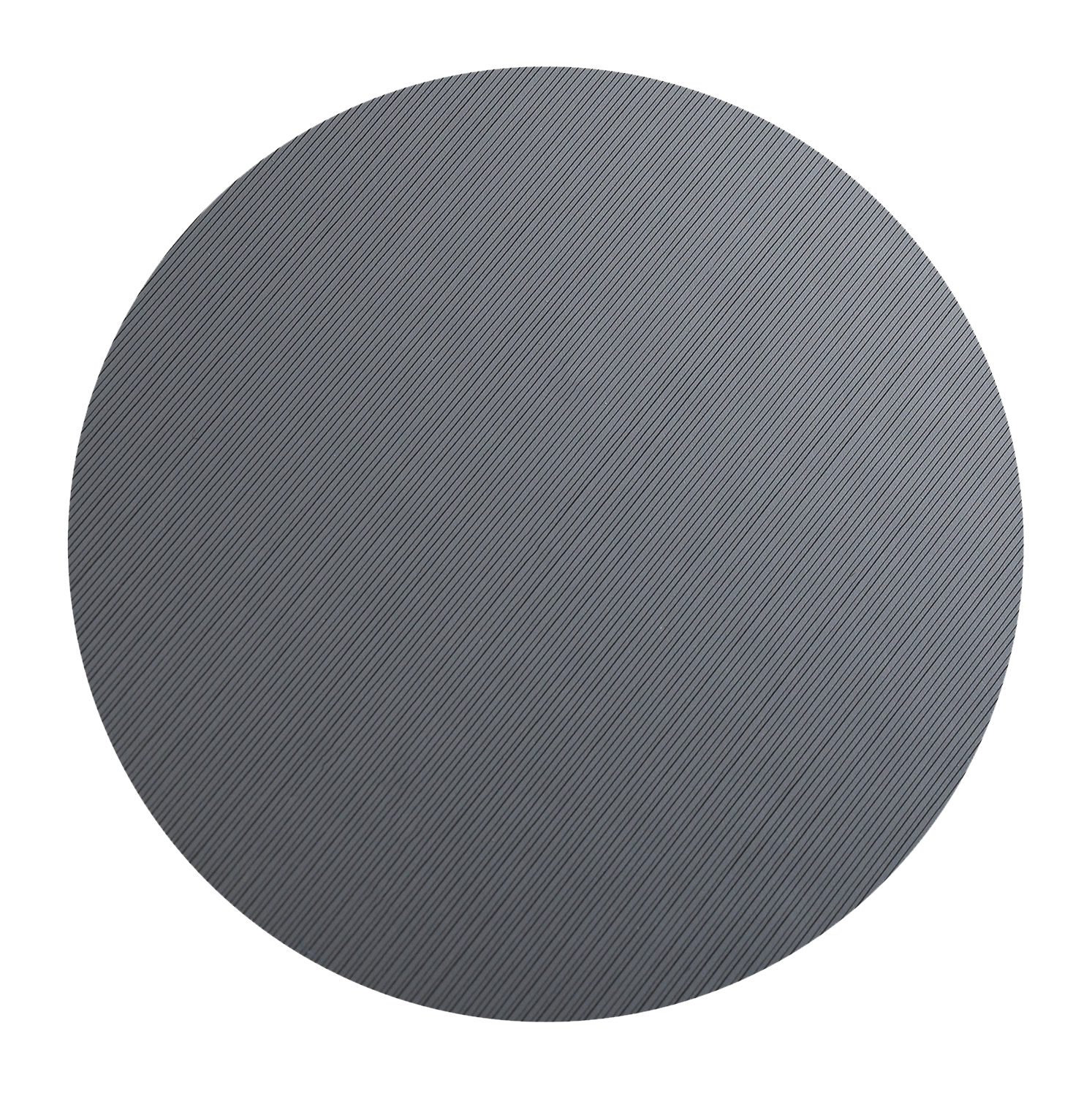
Transfers texture to prints |
Less adhesion compared to Smooth |
Scratchproof, hard to damage |
Small contact area will need a brim |
First layer can be more squished compared to smooth sheets |
Huge footprint may warp/lift |
No need for glue stick with FLEX |
|
Prints automatically detach after sheet cools down |
Solid print bed adhesion is the most important factor in successful 3D printing. You should choose your print bed depending on how much adhesion is needed. Use the textured bed for large PETG prints and FLEX prints. These filaments have very good print bed adhesion thus the smooth bed can be damaged when removing large prints. Everything else should use the smooth bed.
Print Bed Care¶
The bed needs to be cleaned before each print. This removes greasy finger marks and residual filament from the bed for maximum adhesion. Ensure the bed is cool/at room temperature. Spray with IPA and wipe with cloth.
Never use metal tools to remove prints. They damage the PEI coating resulting in decreased adhesion.
If the prints don’t stick to the smooth sheet, add glue stick to the print area. Use water and a cloth to remove after printing. If they still don’t stick, wipe the smooth sheet with acetone. Never clean the textured sheet with acetone.
Ensure the correct bed profile is selected before printing.
Load Filament¶
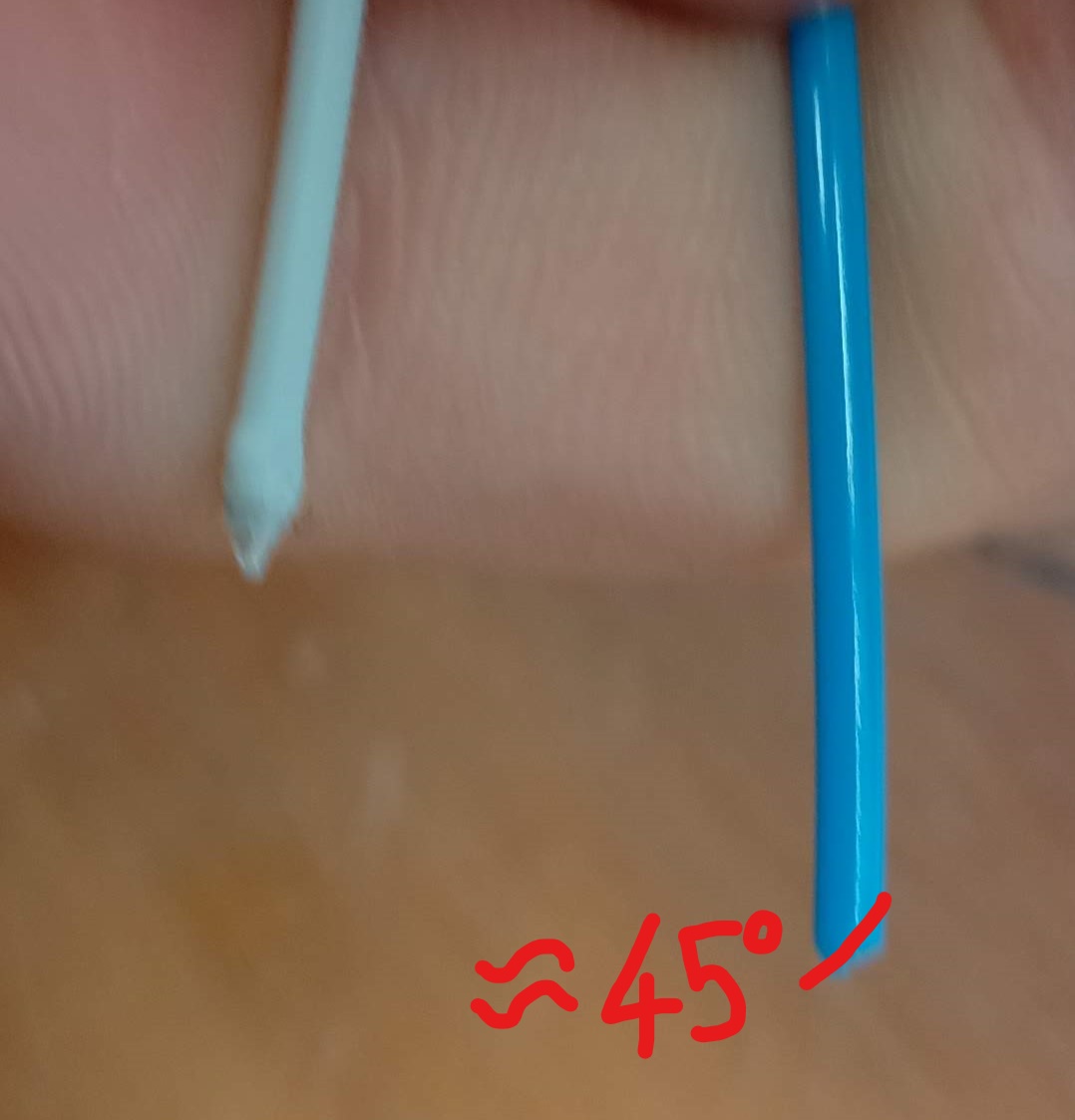
Cut the filament with a sharp pair of sidecutters at ≈45°